




Programmable constant temperature and humidity test chamber
Product description










A Programmable Constant Temperature and Humidity Test Chamber is a laboratory device used to simulate various environmental conditions for testing the performance, durability, and reliability of products or materials. It allows for precise control of both temperature and humidity over a programmable cycle, making it ideal for testing items like electronics, automotive components, textiles, pharmaceuticals, and more.
Key Features of a Programmable Constant Temperature and Humidity Test Chamber:
- Precise Environmental Control: The chamber can simulate a variety of temperature and humidity conditions, ensuring a controlled environment for testing.
- Programmability: Users can set up complex test cycles that combine temperature and humidity fluctuations over time, ideal for accelerated life testing.
- Multiple Applications: The test chamber is used across many industries for product testing, including electronics, automotive, textiles, aerospace, pharmaceuticals, and more.
Main Features and Functions:
- Programmable Testing Cycles:Allows users to create multi-stage temperature and humidity profiles, such as increasing/decreasing temperatures or varying humidity over time, to simulate environmental conditions.
- Temperature and Humidity Control:Temperature: Controlled with high precision, ranging from -20°C to +150°C or higher, depending on the model.Humidity: Adjusted with high precision (from 20% to 98% RH). The system can either humidify or dehumidify the chamber as needed.
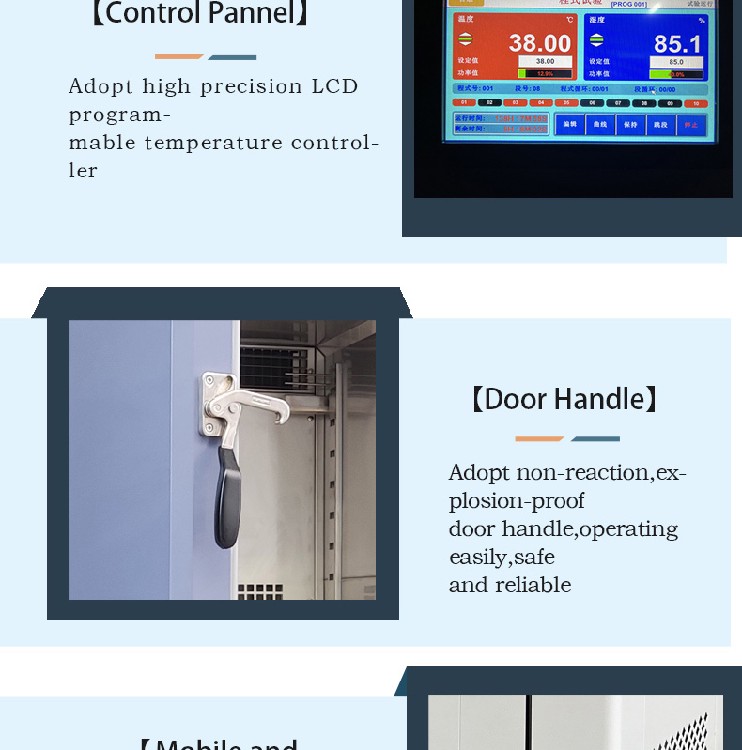
- User Interface:Digital/Touchscreen Display: To monitor and control the chamber's conditions (temperature, humidity, program status). Some models include remote control through a network interface (e.g., Ethernet, USB, Wi-Fi).
- Data Logging & Remote Monitoring:Some models offer built-in data logging functionality, allowing users to track environmental conditions over time. This data can often be exported for analysis.
- Safety Mechanisms:Overheat protection, power failure detection, and alarms for irregularities (e.g., temperature, humidity, compressor failure) ensure that the test environment is safe.
- Uniform Environmental Conditions:The forced-air circulation ensures even distribution of temperature and humidity throughout the test chamber.
Applications:
Programmable constant temperature and humidity test chambers are crucial in many industries to simulate environmental conditions and stress-test products under various real-world conditions. Typical applications include:
- Electronics Testing: To simulate exposure to extreme temperatures and humid conditions for items such as smartphones, computers, and other consumer electronics.
- Automotive Testing: To simulate harsh weather conditions and evaluate the durability of car parts like dashboards, lights, and electrical systems.
- Aerospace and Defense: To test materials and components under extreme temperature and humidity conditions, ensuring reliability in space or harsh climates.
- Pharmaceuticals and Food Industry: To ensure stability and shelf-life of medicines, food products, and packaging materials under varying environmental conditions.
Advantages of a Programmable Temperature and Humidity Test Chamber:
- Flexibility: Can simulate a wide range of temperature and humidity combinations, making it ideal for various industries.
- Automation: The ability to create and store multiple test programs saves time and increases productivity.
- Precision: High accuracy in temperature and humidity control leads to more reliable test results.
If you need more specific information or are interested in a particular model, feel free to ask!
Recommended products



